เผยแพร่เมื่อ: 26 มกราคม 2569
โดย: ซานจี เมิ่ง นักวิเคราะห์โลหะอาวุโส
ทองแดงและโลหะผสมของทองแดงยังคงเป็นวัสดุที่ให้ผลตอบแทนสูงที่สุด — และบางครั้งก็เป็นวัสดุที่ยากต่อการขึ้นรูป — คุณสมบัติการนำความร้อนและไฟฟ้าที่ดีเยี่ยม คุณสมบัติต้านจุลชีพตามธรรมชาติ และการรีไซเคิลได้อย่างสมบูรณ์ ทำให้ทองแดงและโลหะผสมของทองแดงเป็นวัสดุที่ขาดไม่ได้ในชิ้นส่วนรถยนต์ไฟฟ้า อุปกรณ์ทางทะเล เฟืองที่มีความแม่นยำ และลวดเชื่อม แต่ความอ่อนนุ่ม แนวโน้มที่จะทำให้เครื่องมือติดขัด และพฤติกรรมการแข็งตัวของวัสดุเมื่อใช้งาน ทำให้จำเป็นต้องใช้วิธีการที่เหมาะสม
ในปี 2026 ด้วยความต้องการทองแดงที่เพิ่มสูงขึ้นจากการใช้พลังงานไฟฟ้าและพลังงานหมุนเวียน ผู้ผลิตเครื่องจักรจึงได้รับคำสั่งซื้อโลหะผสมประสิทธิภาพสูงมากขึ้น คู่มือนี้ครอบคลุมเกรดทองแดงที่ใช้กันทั่วไป กระบวนการที่เหมาะสม ข้อดี/ความท้าทายที่สำคัญ เคล็ดลับการออกแบบเชิงปฏิบัติ คำแนะนำเกี่ยวกับเครื่องมือ และการใช้งานจริง
เกรดทองแดงทั่วไปสำหรับงานกลึง CNC
การใช้งานที่แตกต่างกันย่อมต้องการโลหะผสมที่แตกต่างกัน นี่คือเกรดโลหะผสมที่เราพบเห็นบ่อยที่สุดในโรงงานผลิตชิ้นส่วนที่มีความแม่นยำสูง:
- ทองแดงบริสุทธิ์ (C10100/C11000): ความบริสุทธิ์ 99.9% ขึ้นไป ปราศจากออกซิเจน หรือ ETP เหมาะที่สุดสำหรับค่าการนำไฟฟ้าสูงสุด (บัสบาร์ แผ่นระบายความร้อน)
- ทองเหลือง (C36000, C26000): เหมาะสำหรับการกลึงขึ้นรูปชิ้นงานที่ต้องการความเรียบเนียนเป็นพิเศษ ด้วยระบบการบดเศษวัสดุที่ดีเยี่ยม เหมาะสำหรับชิ้นส่วนต่างๆ เช่น ข้อต่อ วาล์ว และเฟือง
- อะลูมิเนียมบรอนซ์ (C95400, C95500): มีความแข็งแรงสูงและทนทานต่อการกัดกร่อนจากน้ำทะเลได้ดีเยี่ยม เหมาะสำหรับใบพัดเรือและบูชต่างๆ
- ดีบุกบรอนซ์ (C90300, C90700): ทนทานต่อการสึกหรอเป็นเลิศและมีแรงเสียดทานต่ำ เหมาะอย่างยิ่งสำหรับตลับลูกปืนและเฟืองที่ใช้งานหนัก
- ฟอสฟอร์บรอนซ์ (C51000, C54400): มีความยืดหยุ่นและทนทานต่อการล้าได้ดีเยี่ยม นิยมใช้ในตัวเชื่อมต่อและสปริง
- โครเมียมเซอร์โคเนียมคอปเปอร์ (C18150/C18200): ผ่านกระบวนการชุบแข็งด้วยการตกตะกอนเพื่อความแข็งแรงสูง + ค่าการนำไฟฟ้า IACS 80-90% เหมาะอย่างยิ่งสำหรับใช้เป็นอิเล็กโทรดเชื่อมแบบต้านทานและชิ้นส่วนมอเตอร์รถยนต์ไฟฟ้า
-
เคล็ดลับการเลือกเกรดอย่างรวดเร็วสำหรับชิ้นส่วนไฟฟ้า → เลือกใช้ทองแดงบริสุทธิ์หรือ CuCrZr สำหรับสภาพแวดล้อมที่มีแนวโน้มเกิดการกัดกร่อน → เลือกใช้ทองแดงผสมอะลูมิเนียม สำหรับการขึ้นรูปในปริมาณมากได้ง่าย → เลือกใช้ทองเหลือง
กระบวนการตัดเฉือนที่เหมาะสมสำหรับทองแดง
ทองแดงเกรดส่วนใหญ่สามารถขึ้นรูปได้ดีด้วยเครื่อง CNC มาตรฐาน:
- การกัด CNCเหมาะอย่างยิ่งสำหรับรูปทรงเรขาคณิตที่ซับซ้อน ช่องว่าง และชิ้นส่วนที่มี 3-5 แกน
- การกลึง CNCเหมาะอย่างยิ่งสำหรับชิ้นส่วนทรงกลม เช่น บูช ข้อต่อ และเพลา
- การเจาะและการตอกเกลียว: ทองเหลืองและทองแดงฟอสฟอรัสสามารถเจาะรูได้อย่างสะอาด; ใช้สว่านแบบจิกสำหรับรูลึกในทองแดงบริสุทธิ์
- เครื่องกลึงแบบสวิสเหมาะอย่างยิ่งสำหรับพินและคอนเนคเตอร์ขนาดเล็กที่มีความแม่นยำสูง
- ดนตรีอิเล็กทรอนิกส์ (ถ้าจำเป็น): ไม่ค่อยจำเป็น แต่มีประโยชน์สำหรับชิ้นส่วน CuCrZr ที่ผ่านการชุบแข็ง

-
ข้อดีของการกลึงโลหะผสมทองแดง
- การนำความร้อนที่เหนือกว่า → ระบายความร้อนได้อย่างรวดเร็ว ลดการสึกหรอของเครื่องมือ
- คุณสมบัติทางไฟฟ้าที่ดีเยี่ยม → มีความสำคัญอย่างยิ่งสำหรับตัวเชื่อมต่อและอิเล็กโทรด
- พื้นผิวต้านเชื้อแบคทีเรียตามธรรมชาติ → เหมาะอย่างยิ่งสำหรับกระบวนการแป้งอาหารและชิ้นส่วนทางการแพทย์
- สามารถรีไซเคิลได้อย่างสมบูรณ์ → สอดคล้องกับข้อกำหนดด้านความยั่งยืนปี 2026
- งานตกแต่งที่สวยงาม → ทองเหลืองและทองสัมฤทธิ์ขัดเงาจนเป็นประกายเงางาม
ความท้าทายและแนวทางแก้ไขเชิงปฏิบัติ
ความยืดหยุ่นของทองแดงก่อให้เกิดปัญหาคลาสสิก — นี่คือวิธีที่เราจัดการกับปัญหาเหล่านั้น:
- ชิปเหนียวและขอบที่ยกสูงขึ้น— ใช้เครื่องมือที่มีคมและมีมุมเอียงบวก และใช้สารหล่อเย็นปริมาณมาก (อิมัลชันหรือน้ำมัน)
- การเสริมสร้างความแข็งแรงของงาน— ใช้การเจาะแบบบาง (ความลึก 0.1-0.5 มม.) และหลีกเลี่ยงการเจาะค้างนานเกินไป
- การก่อตัวของหนาม— เครื่องจักรที่ทำจากทองเหลืองแทบไม่มีเสี้ยน ส่วนเครื่องจักรที่ทำจากทองแดงบริสุทธิ์จำเป็นต้องลบเสี้ยนหรือใช้เครื่องกัดแบบไต่ระดับ
- การขยายตัวทางความร้อน— ยึดจับชิ้นงานอย่างระมัดระวัง และใช้สารหล่อเย็นแบบไหลท่วมเพื่อควบคุมขนาด
เคล็ดลับมือโปรสำหรับทองแดงบริสุทธิ์ เครื่องมือที่ทำจากเพชรสังเคราะห์ (PCD) มีอายุการใช้งานยาวนานกว่าเครื่องมือที่ทำจากคาร์ไบด์ถึง 10 เท่า

-
ข้อควรพิจารณาและเคล็ดลับในการออกแบบ
- ค่าความคลาดเคลื่อน: สามารถควบคุมความคลาดเคลื่อนได้ถึง ±0.01 มม. บนทองเหลือง/ทองแดงโครเมียม-เซอร์โคเนียม ส่วนทองแดงบริสุทธิ์อาจต้องการความคลาดเคลื่อนถึง ±0.02 มม. เนื่องจากมีความอ่อนตัวกว่า
- ความหนาของผนัง: ต้องมีระยะห่างอย่างน้อย 0.5-1 มม. เพื่อป้องกันการโก่งงอ
- รัศมีและส่วนโค้ง: เพิ่มรัศมีให้มากพอ (อย่างน้อย 0.5 มม.) เพื่อลดความเค้นและยืดอายุการใช้งานของเครื่องมือ
- การตกแต่งพื้นผิวค่า Ra 0.4 µm เป็นค่ามาตรฐานสำหรับคาร์ไบด์ขัดเงา ส่วนผิวเรียบเหมือนกระจกสามารถทำได้กับทองเหลือง
- การอบชุบด้วยความร้อนโลหะ CuCrZr จำเป็นต้องผ่านกระบวนการอบชุบหลังการขึ้นรูปเพื่อให้ได้ความแข็งเต็มที่ โปรดวางแผนให้เหมาะสม
คำแนะนำเกี่ยวกับเครื่องมือและพารามิเตอร์
- วัสดุเครื่องมือ: โดยทั่วไปจะใช้คาร์ไบด์แบบไม่เคลือบผิวหรือเคลือบเพชร ส่วน PCD เหมาะสำหรับงานขึ้นรูปทองแดงบริสุทธิ์ปริมาณมาก
- ความเร็วและอัตราการป้อน (ตัวอย่างสำหรับทองเหลือง C36000 ดอกกัดขนาด 10 มม.):
- ความเร็วรอบแกนหมุน: 8,000-12,000 รอบต่อนาที
- อัตราการป้อน: 1,000-2,000 มม./นาที
- ความลึกของการตัด: 0.5-2 มม. ตามแนวแกน
- น้ำยาหล่อเย็นควรใช้เสมอ — ป้องกันการสึกหรอและทำให้พื้นผิวเรียบเนียนขึ้น
การประยุกต์ใช้ในโลกแห่งความเป็นจริง
- ทองเหลือง → เฟืองความแม่นยำสูง ตัววาล์ว อุปกรณ์ตกแต่ง
- อะลูมิเนียมบรอนซ์ → บูชสำหรับเรือเดินทะเล ใบพัดปั๊ม
- โลหะบรอนซ์ผสมดีบุก → เฟืองตัวหนอน, ตลับลูกปืนรับน้ำหนักมาก
- ฟอสฟอร์บรอนซ์ → หน้าสัมผัสสปริงไฟฟ้า
- ทองแดงบริสุทธิ์ → อุปกรณ์แลกเปลี่ยนความร้อน, บัสบาร์
- CuCrZr → อิเล็กโทรดสำหรับงานเชื่อมจุด, แท่งโรเตอร์รถยนต์ไฟฟ้า
ต้นทุนและปัจจัยด้านความยั่งยืนในปี 2026
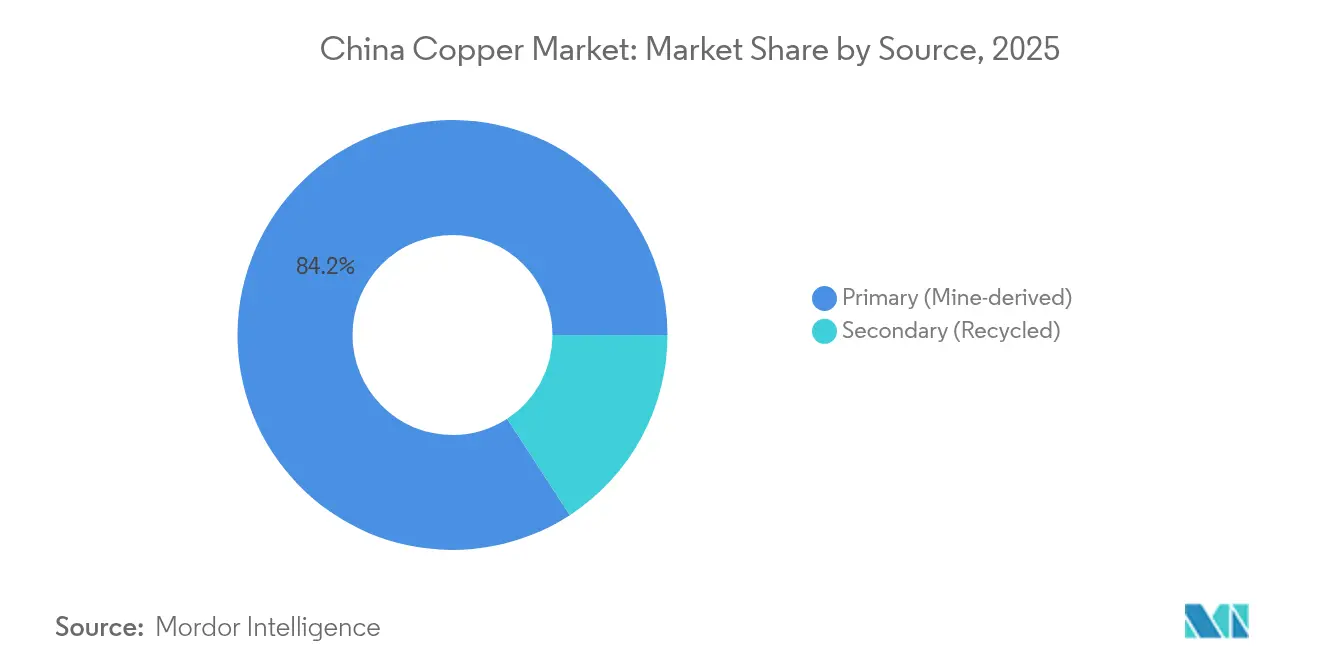
ราคาวัตถุดิบผันผวน (ทองแดงบริสุทธิ์ประมาณ 11,000-13,000 ดอลลาร์สหรัฐต่อตัน) แต่ทองเหลืองยังคงประหยัดที่สุด อัตราการรีไซเคิลในปัจจุบันสูงกว่า 50% ในหลายๆ โรงงาน ซึ่งช่วยลดต้นทุนและลดการปล่อยก๊าซคาร์บอนไดออกไซด์ คาดว่าจะมีอุปทาน CuCrZr ที่ตึงตัวมากขึ้นเนื่องจากความต้องการรถยนต์ไฟฟ้า
ข้อคิดส่งท้าย
การขึ้นรูปโลหะทองแดงต้องอาศัยการตั้งค่าที่แม่นยำและการเลือกเกรดโลหะที่เหมาะสม ด้วยเคล็ดลับข้างต้น คุณจะสามารถผลิตชิ้นส่วนคุณภาพสูงที่ใช้งานได้จริงและตรงตามข้อกำหนดที่เข้มงวดที่สุดได้อย่างสม่ำเสมอ
พร้อมที่จะทำให้ดีไซน์ของคุณเป็นจริงแล้วหรือยัง? สำรวจผลิตภัณฑ์โลหะผสมทองแดงทั้งหมดของเรา (ทองเหลือง ทองแดงผสมอะลูมิเนียม ทองแดงผสมดีบุก ทองแดงผสมฟอสเฟต ทองแดงบริสุทธิ์ และ CuCrZr) ในแคตตาล็อกผลิตภัณฑ์ล่าสุดของเรา หรือติดต่อทีมวิศวกรของเราเพื่อขอใบเสนอราคาสำหรับการผลิตตามสั่งและการสนับสนุนทางเทคนิค
วันที่โพสต์: 26 มกราคม 2026